
設備紹介
製鋼工場
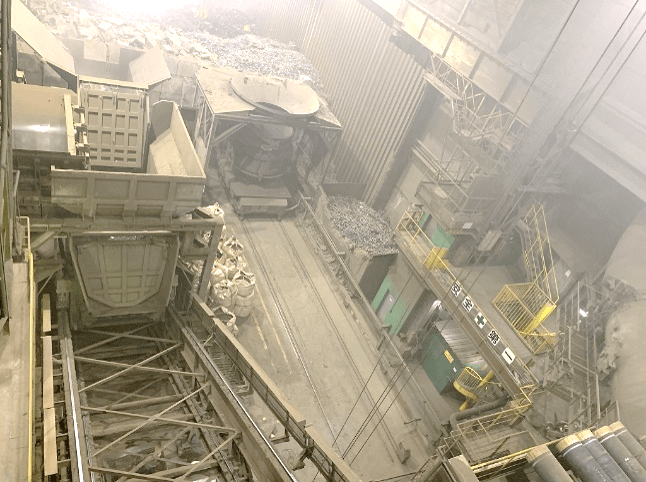
①スクラップヤード

主原料となる鉄スクラップのストックヤードです。
屋内ヤードとしては、関西電炉メーカーの中で荷卸しスピード、在庫能力共に最大級です。
②スクラップ配合

スクラップは品種ごとに分けて管理。
鋼の品質を均一にするため、スクラップを品種別に配合しています。
③スクラップ搬送
品種別に配合されたスクラップは、搬送設備にてスクラップヤードから電気炉に搬送されます。
④溶解

弊社の電気炉は環境に配慮した、「環境対応型高効率アーク炉/エコアーク」です。
エコアークは電気炉にスクラップ予熱装置があり、スクラップを予熱することで溶解する電力を抑え、CO2排出量を低減させることが出来る、環境対応に優れた電気炉です。
⑤出鋼

脱燐と昇温した溶鋼は、電気炉の底から溶鋼を出します。
溶鋼成分を調整する合金鉄も添加されます。
⑥精錬

電気炉で酸化精錬された溶鋼は、取鍋へ移されます。
取鍋の底からガスバブリングによって、脱硫、非金属介在物を除去し清浄な鋼にします。
アーク加熱によって溶鋼温度と溶鋼成分を均一にします。
⑦鋳造
取鍋の溶鋼と一旦、中間容器に入れ、非金属介在物除去し清浄な溶鋼を鋳型に注入して固め鋳片にします。
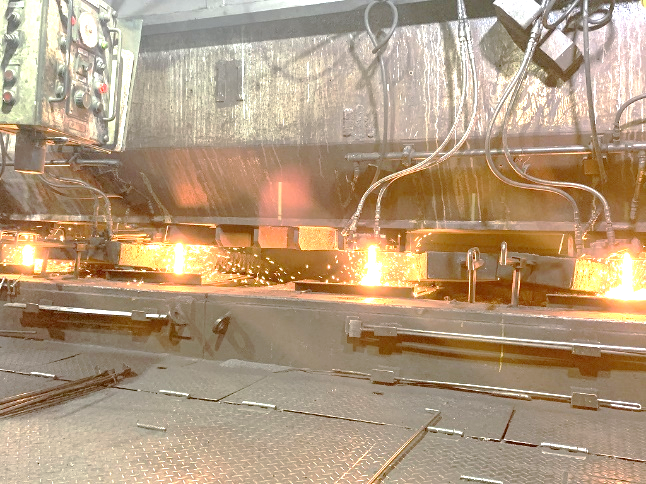
⑧ビレット切断

連続鋳造された鋳片は、所定の長さになると、シャーにて切断しビレットにします。
⑨ビレット搬送

ビレットは、重量を測定して圧延工場へ搬送します。
圧延工場
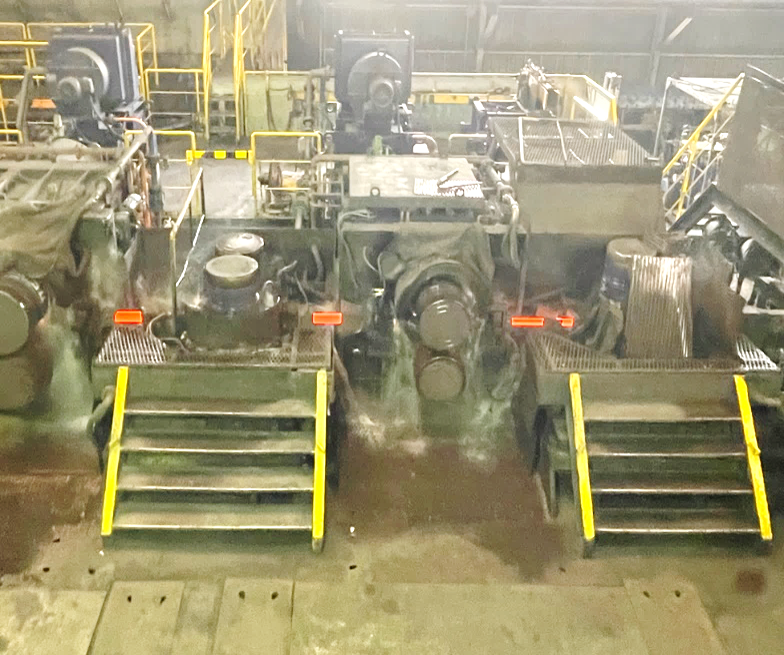
①加熱炉

加熱炉は、製鋼工程から送られてきたビレットを圧延可能な温度である約1,000℃まで均一に加熱する設備です。
弊社の加熱炉は高性能なリジェネレイティブバーナーによる燃焼方式を採用しており、省エネルギー性能に優れています。
ビレットは加熱炉から抽出された後、圧延機へと進みます。
②圧延機
加熱されたビレットを、2本の回転するロールの間を通し、材料を引き延ばしながら狙い通りの形状に加工します。
圧延機は、粗列、中間列、仕上列に分かれており、製品サイズにより通過するスタンド台数が異なります。最終スタンドのロールには、節・ロールマークが彫られており、製品に刻印されます。
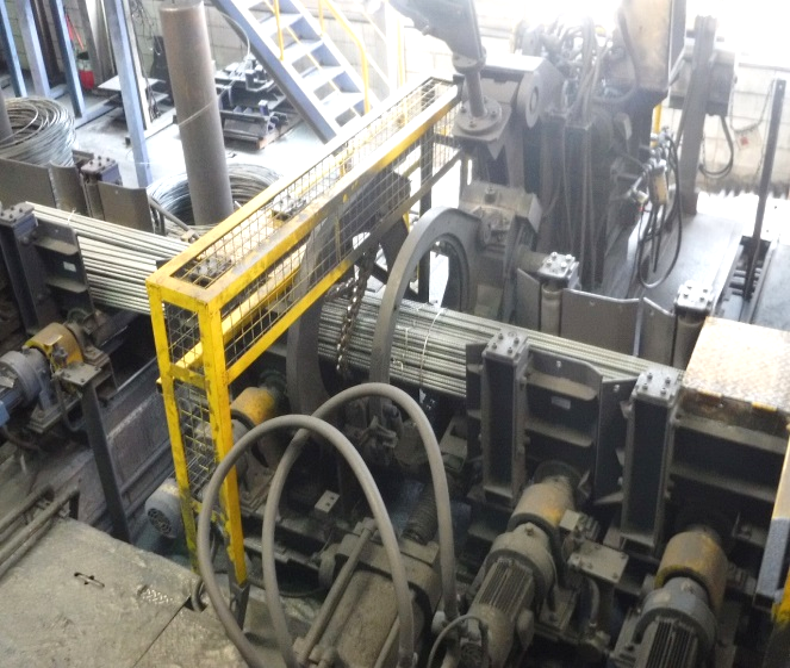
③冷却床

圧延された製品は、冷却床で均一に空冷します。同時に製品が曲がらないように矯正します。
④コールドシャー

コールドシャーで、製品を規定の本数に、またお客様のご要望の長さ(3.5~12.0m 50cmピッチ)に切断します。
⑤検査床

切断後の製品を、検査床で疵などの表面欠陥や曲がりが無いか検査し、発見した場合は除去します。
⑥結束機
製品外観検査後、小結束機と大結束機で製品を結束します。
例:
| サイズ | 小結束 | 大結束 |
| D10 | 50本 | 50本×12束 |
| D19 | 12本 | 12本×10束 |